



Wartungspersonal, Führungskräfte und die gesamte Produktion bereiten sich ständig auf ungeplante Ausfälle vor. Das bedeutet: Notfallpläne in der Schublade, Vorbereitung auf jeden möglichen Defekt – und dann das Ganze in der Praxis durchstehen.
Der Alltag in diesem Umfeld versetzt Teams dauerhaft in den Feuerwehrmodus, und viele Produktionsunternehmen stecken genau dort fest. In diesem Artikel erfahren Sie, warum das so ist, warum bisherige Lösungsversuche nicht funktioniert haben – und was Sie stattdessen tun müssen, um wieder die Kontrolle zu bekommen.
Manuelle Abläufe sorgen für Chaos in der Produktion
Der Alltag in der Produktion ist geprägt von manuellen Eingriffen. Wenn zum Beispiel ein Pelletiersystem ausfällt – also die Anlage, die Waren zu- oder abführt – müssen 2 oder 3 Produktionsmitarbeiter einspringen und die Waren von Hand be- oder entladen.
Die „verfügbare Kapazität"-Falle
Vorgesetzte ziehen diese Mitarbeiter oft in die Reparatur hinein, weil sie während des Stillstands „verfügbare Kapazität" haben. Sie werden dann zum Holen von Ersatzteilen und Werkzeug eingesetzt, zum Aufräumen oder zum Umleiten von Materialflüssen.
Alle Beteiligten spielen Feuerwehr in einer stressigen Situation und versuchen, die Kuh vom Eis zu kriegen. Die Technik trägt die Verantwortung, weil nur sie weiß, welche Schritte den Fehler beheben.
Sicherheitsregeln werden unter Druck ignoriert
In diesem Zustand läuft der Alltag ineffizient. Zeit geht durch ungeplante Stillstände und Schadensbegrenzung verloren. Die Arbeit ist eine Reaktion auf Rufe, Anrufe und Probleme, die an den Anlagen entstehen.
Der hohe Stresslevel führt zu fehlender Struktur, bei der klar vorgeschriebene Regeln missachtet werden. Die Sicherheit leidet oft, weil die Arbeit ad hoc erledigt werden muss, um Produktionsverluste gering zu halten. Selbst Vorgesetzte schauen bei Sicherheitsprotokollen weg und sagen sich, dass sie den Vorfall im Nachhinein aufarbeiten – nur um beim nächsten Defekt genauso zu handeln.
Die Situation löst das „Ameisenrennen" aus. Wenn ein Defekt auftritt, trifft die maximale Belastung das Team, weil es unvorbereitet ist. Manpower ist vielleicht vorhanden, aber das Material fehlt oder Ersatzteile stecken in unbekannten Kisten. Alle suchen hektisch nach dem, was sie brauchen.
Zwischen den Ausfällen versucht das Team, durchzuatmen und Pläne zu schmieden – aber die Komplexität moderner sensorbasierter Anlagen macht es ohne eine proaktive Struktur unmöglich, sich auf alles vorzubereiten.
Fachfremde Aufgaben lassen den Rückstand wachsen
Dazu kommt: Wartungsteams verbringen einen erheblichen Teil ihrer Zeit mit Tätigkeiten, die nichts mit Instandhaltung zu tun haben. Techniker werden regelmäßig damit beauftragt, Whiteboards aufzuhängen, Büros mit neuer Technik auszustatten oder Möbel zusammenzubauen.
Das führt zu einem wachsenden Rückstand: Die Abteilung ist unterbesetzt, Aufgaben werden auf die Technik abgewälzt – und Probleme entstehen, wenn die eigentliche Wartung liegen bleibt, weil das Team mit Büromöbeln beschäftigt war.
Warum Excel und alte Werkzeuge nicht funktionieren
Die meisten Unternehmen versuchen, ihre Pläne umzusetzen, ohne ein Werkzeug zu haben, mit dem sie verlässliche oder historische Daten auswerten können. Sie setzen auf „Eigenentwicklungen" – meistens Excel-Tabellen mit einer einfachen Datenbank – oder kämpfen mit SAP PM, das in manchen Branchen wie der Verteidigung oft mehr Hindernis als Hilfe ist.
Pinnwandplanung hinterlässt Lücken
Der Standardansatz ist Stift und Papier. Wartungspläne, die in Excel erstellt wurden, werden ausgedruckt und an einer Pinnwand in der Werkstatt aufgehängt. Aufgaben werden abgehakt, um zu zeigen, dass sie „erledigt" sind – aber die Dokumentation fehlt im Detail.
Weil nicht festgehalten wird, was tatsächlich erneuert wurde, was bei der Prüfung festgestellt wurde oder was unvollständig geblieben ist, verschwinden diese Zettel oder landen in einem Ordner, den niemand mehr anschaut. Kaum jemand blättert diese Ordner durch, um Informationen herauszuholen.
Wenn die „Wissensträger" gehen
Dieses System erzeugt eine gefährliche Abhängigkeit von „Wissensträgern". Abteilungen verlassen sich auf erfahrene Mitarbeiter, die eine Anlage seit 10 Jahren betreuen. Diese Person weiß genau, was zu tun ist – aber das Wissen steckt nur in ihrem Kopf. Ist dieser Mitarbeiter krank, im Urlaub oder abwesend, ist das Wissen nicht zugänglich.
Wenn diese Leute irgendwann gehen oder in Rente gehen, nehmen sie ihre Erfahrung mit. Die Qualität der Abteilung sinkt und bleibt jahrelang auf niedrigem Niveau, bis ein neues Erfahrungsniveau von Grund auf aufgebaut ist.
Der größte Fehler, den Unternehmen machen, ist zu glauben, die aktuelle Situation reiche aus, weil „es immer so funktioniert hat" – und genau diese Überzeugung verhindert Veränderung.
„Garbage in, garbage out" – das muss man akzeptieren
Erfolg setzt voraus, dass man die harte Realität des Input-Output-Prinzips anerkennt: „Garbage in, garbage out". Jedes System ist ein Werkzeug für die Mitarbeiter, und sein Nutzen hängt vollständig davon ab, wie sorgfältig die Daten eingepflegt werden.
Wenn sich an der Dokumentation nichts ändert, bleiben die Ergebnisse genau so wie jetzt – und das erfordert einen kulturellen Wandel.
Kommunikationsverzögerungen kosten 15 Minuten
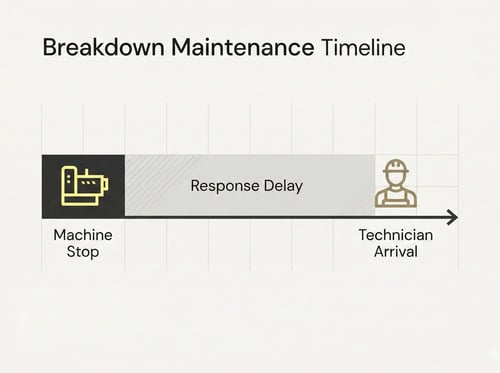
Wenn eine Anlage steht, läuft der Prozess nach einem vorhersehbaren Muster ab. Der Maschinenbediener oder Produktionsmitarbeiter bemerkt den Stillstand und informiert zuerst den Produktionsleiter oder Schichtführer.
Die Analyse dauert länger als gedacht
Weil ein Techniker selten genau in dem Moment vor Ort ist, wenn es passiert, gelangt diese Meldung per Telefon in die technische Abteilung. Bis ein Techniker angerufen wurde, die Anlage erreicht hat und mit der Analyse beginnt, sind mindestens 15 Minuten Stillstand entstanden.
Im Störungsfall dehnt sich diese Analysephase oft auf 30 Minuten oder länger aus. Das Team muss klären, ob das Problem elektrischer oder mechanischer Natur ist, welche Ersatzteile benötigt werden und wie viele Leute für die Reparatur gebraucht werden. Gleichzeitig muss die technische Leitung mit der Produktion abstimmen, wie der Materialfluss gehandhabt wird.
Es wird besprochen, ob der Materialfluss gebremst oder umgeleitet werden soll und wie Verluste durch manuelle Handhabung während der Reparatur minimiert werden können.
Eine Dokumentation gibt es in diesen Phasen nicht. Schritte werden eingeleitet und Reparaturen durchgeführt, aber nichts wird festgehalten oder ist nachvollziehbar. Dieser Datenmangel macht es unmöglich, den Vorfall im Nachhinein auszuwerten.
Diese Blindheit betrifft auch das Lager. Ersatzteile wie Lager oder Riemen werden ausgebucht – aber oft ohne zu erfassen, für welche Anlage sie verwendet wurden oder welchen konkreten Auftrag sie unterstützt haben.
Im Eifer des Gefechts interessiert diese Details niemanden, solange die Produktion wieder anläuft.
Wie der Rückstand unsichtbar wird
Dieses Umfeld erzeugt einen unsichtbaren Wartungsrückstand. Unter Produktionsdruck werden häufig 20 bis 30 Wartungsaufgaben übersprungen, weil die Priorität lautet: „Weiterlaufen".
Ohne ein System lässt sich nicht genau sagen, wie viele Aufgaben liegen geblieben sind – bis ein größerer Ausfall eintritt. Das zwingt das Unternehmen, sich vollständig auf seine Wissensträger zu verlassen, was problematisch wird, wenn diese fehlen oder das Unternehmen verlassen haben.
Viele zögern, das zu ändern, weil sie befürchten, erst „5.000 Datenpunkte" eingeben zu müssen, bevor sich ein Nutzen zeigt. Die Realität des aktuellen Prozesses ist jedoch, dass schon das Fehlen grundlegender Dateneingaben einen dauerhaften Koordinationschaos erzeugt.
Der Preis der „Puffer"-Illusion
Die meisten Produktionsunternehmen arbeiten unter der „Puffer"-Illusion. Sie glauben, einen 30-minütigen Ausfall durch verschiedene Faktoren in ihrer Produktionsplanung auffangen zu können. Realistisch betrachtet beginnen Stillstände bei 30 Minuten und ziehen sich oft auf 1,5 Stunden hin. Diese Ereignisse sind ärgerlich und teuer – besonders wenn das Problem weiter hinten im Produktionsprozess auftritt.
Ein Ausfall in der Frühphase hat geringere Auswirkungen, aber je näher das Produkt der Fertigstellung kommt, desto höher sind die Kosten jeder verlorenen Minute.
In diesem reaktiven Zustand versagt die „Schnellreparatur" irgendwann. Man kommt an einen Punkt, an dem keine andere Wahl bleibt, als umfangreiche Reparatur- und Wartungsmaßnahmen durchzuführen, die Stunden dauern können. Das führt zur „letzten Rille"-Strategie: Die Anlage wird bis an ihre Grenzen gefahren, um den Produktionsausstoß zu maximieren – ohne jeden Versuch, ihre Lebensdauer zu verlängern.
Das steht im direkten Gegensatz zu einer Asset-Care-Strategie, bei der die Nutzungsdauer gezielt verlängert wird, um langfristig kosteneffizient zu arbeiten und frühzeitige Neuinvestitionen zu vermeiden.
Die Kosten – finanziell und menschlich
Die Folgen sind sowohl finanzieller als auch menschlicher Natur. Jeden Tag Feuerwehr zu spielen zermürbt das Team. Ein hoher Stresslevel und ständige Reaktionsarbeit erzeugen ein schlechtes Betriebsklima, was zu nachlässiger Arbeit führt und den Verschleiß der Anlagen erhöht – was wiederum noch mehr Stillstände und Ausfälle begünstigt.
Ein sich selbst verstärkender Teufelskreis.
Kleine Stopps summieren sich auf 1,5 Stunden
Werksleiter und Geschäftsführer unterschätzen das häufig und sehen die Instandhaltung als „letztes Glied in der Kette". Ihr Ziel bleibt „das Schlimmste verhindern" statt die Anlage zu optimieren. Aber selbst kleine Störungen – die täglichen 5- oder 10-Minuten-Stopps – summieren sich.
Wenn niemand sie erfasst, verliert das Unternehmen bis zum Ende des Tages 1,5 Stunden Produktion. Ohne eine Möglichkeit, diese Muster zu verfolgen, ist diese Zeit unwiederbringlich verloren.
Eine datenbasierte Grundlage aufbauen
Der Wechsel zu proaktiver Instandhaltung beginnt mit einer soliden Datenbasis. Das CMMS bildet die Grundlage dieses Übergangs: Es macht eine reibungslose Dokumentation möglich und erlaubt Entscheidungen auf Basis echter Zahlen.
Das System braucht eine gewisse Zeit, um sich zu etablieren, denn die Daten müssen erst erfasst werden, bevor sie als Grundlage für künftige Entscheidungen dienen können.
Störungen mit OEE gezielt eingrenzen
OEE spielt eine wichtige Rolle dabei, technische Störungen und Probleme präziser zu identifizieren. Da das System Zugriff auf die SPS hat, überträgt es konkrete Fehlermeldungen, die bei Stillständen als Auswertungs- und Analysewerkzeug dienen.
Statt einer allgemeinen Fehlermeldung bekommt die technische Abteilung einen genauen Hinweis auf einen bestimmten Sensor, eine Baugruppe oder ein technisches Bauteil. Das gibt dem Team eine zusätzliche Tiefe, mit der Probleme schneller erkannt werden.

Künftigen Bedarf mit Manufacturing Intelligence vorhersagen
Maintmaster Manufacturing Intelligence (MI) unterstützt die kontinuierliche Verbesserung. Es wertet vorhandene Daten aus, um Prognosen zu erstellen und Maßnahmen für die Zukunft festzulegen. So lassen sich die letzten paar Prozent an Effizienz und Qualität aus einer Anlage herausholen, die bereits auf hohem Niveau läuft.

IoT-Sensoren überwachen schwer zugängliche Stellen
Bei eingebauten oder verkleideten Anlagenkomponenten, die produktionsrelevant, aber nicht zugänglich sind – wie schnell laufende Förderbänder oder gefährliche Sägeprozesse – machen IoT-Vibrationssensoren den Unterschied. Diese Sensoren liefern von außen verlässliche Daten über den Zustand der Anlage.
Die Anlage kommuniziert gewissermaßen mit dem Instandhaltungstechniker und liefert die Informationen, die er braucht, um zu entscheiden, ob ein Wartungsfenster nötig ist oder ob der Prozess problemlos weiterlaufen kann. KI erkennt, wenn verschiedene Mitarbeiter dasselbe Problem beschreiben – auch wenn sie unterschiedliche Formulierungen oder Sprachen verwenden – und gibt Lösungshinweise.

Dabei gilt das „Garbage in, garbage out"-Prinzip weiterhin als Maßstab. Die Software ist ein Werkzeug für die Mitarbeiter, und ihr Nutzen hängt direkt davon ab, wie sorgfältig sie Daten eingeben. In Maintmaster wird das durch vorausgefüllte, Pflicht- und Vorlagenfelder deutlich einfacher.
Vom reaktiven Chaos zur geplanten Kontrolle
Die erste Veränderung in einer reifenden Instandhaltungsabteilung ist ein geschärfter Blick auf das Zeitmanagement. Kunden beginnen, ihre Instandhaltungskostenquote auszuwerten und den Wandel von reaktiven zu präventiven Stunden zu verfolgen. Techniker nutzen das System, um ihre Produktivität nachzuweisen – einschließlich der Dokumentation, wenn sie täglich 3 Stunden mit fachfremden Tätigkeiten verbringen. Diese Dokumentation macht die tatsächliche Arbeitsbelastung nachvollziehbar und liefert die Daten, die nötig sind, um Personalveränderungen zu begründen.
Diese Nachvollziehbarkeit macht es leichter, vorausschauend zu planen. Die technische Abteilung nutzt gesammelte Erfahrungen und verlässliche Daten, um Störungen vorauszusehen und zu verhindern, bevor sie auftreten. Die Diskussion darüber, ob ein CMMS notwendig ist, löst sich meist von selbst, nachdem die ersten 50 bis 100 Aufträge rückgemeldet wurden. Ab diesem Punkt verschiebt sich die Frage von „Warum brauchen wir das?" zu „Was können wir noch integrieren?".
Zeit sparen bei Ersatzteilen
Ein konkretes Beispiel für diese Reife ist der Ersatzteilgewinn. Das System fügt ausgebuchte Artikel automatisch zur Stückliste einer bestimmten Anlage hinzu. Wenn ein Stillstand eintritt, sieht ein Techniker das benötigte Teil sofort im System. Er kann eine Person ins Lager schicken, während die anderen bereits das defekte Bauteil ausbauen. Das spart in den kritischen Minuten eines Stillstands erheblich Zeit.
Geschichte rekonstruieren – zurückblicken, um zu verstehen
Außerdem lässt sich mit dem System die Geschichte rekonstruieren. Ein Team kann 2 Monate zurückblicken und nachsehen, was bei einer bestimmten Störung oder Wartungsaufgabe festgestellt wurde und ob die Folgeaufträge tatsächlich behoben wurden. Dieser Datenzugriff nimmt den Stress des Unbekannten.
Sobald das Feuerwehren unter Kontrolle ist, merkt das Team, wie sich das Arbeitsklima verändert hat – und niemand möchte in den alten Zustand des ständigen Drucks zurück.
Raus aus der „Werkzeugkasten-Falle"
Reaktive Instandhaltung erzeugt eine ganz bestimmte Art von Druck. Es ist wie ein riesiger Werkzeugkasten – aber in dem Moment, in dem man ihn braucht, fehlt genau das richtige Werkzeug. Egal wie gut ausgebildet oder vorbereitet ein Techniker ist: Ein reaktives Umfeld macht jede Vorbereitung zunichte. Das Team steckt in einem Zustand aus Stress, Druck und dem ständigen Zwang zu handeln.
Es gibt eine Tendenz, sich auf den Satz zu verlassen: „Wir haben das immer so gemacht und es hat immer funktioniert." Diese Denkweise verhindert, dass die Abteilung den nächsten Schritt geht.
Sie blendet aus, dass Störungen zum Alltag in einem Produktionsbetrieb gehören. Sie sind zu erwarten. Aber diese Störungen summieren sich. Ohne Erfassung ignoriert ein Unternehmen die Tatsache, dass 5- oder 10-Minuten-Stopps am Ende des Tages 1,5 Stunden Produktionsverlust bedeuten können.
Auf dem Weg zur Manufacturing Excellence
Mit zunehmender Reife im Umgang mit einem CMMS verschiebt sich der Fokus. Geplante Tätigkeiten, die im System als Arbeitsaufträge erscheinen, werden anders wahrgenommen. Statt eine Aufgabe als „bloßen Job" zu sehen, der erledigt werden muss, erkennt das Team den Wert einer einzelnen präventiven Maßnahme dafür, dass die Anlage effizienter und zuverlässiger produziert.
Der langfristige Wert des Systems liegt in der Nachvollziehbarkeit der Daten. Eine Störung oder das Ergebnis einer Wartungsaufgabe noch Monate später rekonstruieren zu können, liefert eine Erklärung dafür, warum Dinge passieren.
Selbst wenn ein Stillstand eintritt – was unabhängig vom System vorkommen wird – kann der Techniker in der Auftragshistorie nachsehen, wann gearbeitet wurde, was festgestellt wurde und ob es behoben oder nachgearbeitet wurde.
Lebensdauer verlängern mit Asset Care
Wer das Problem der reaktiven Instandhaltung richtig löst, beendet die „letzte Rille"-Strategie, bei der Maschinen bis zum Umfallen gefahren werden. Eine Asset-Care-Strategie verlängert die Nutzungsdauer und sorgt für Kosteneffizienz.
Letztlich wechselt die technische Abteilung von der Schadensbegrenzung zu einer strukturierten Arbeitsweise. Dieser Wandel nimmt dem Team den menschlichen Verschleiß und sorgt dafür, dass die Technik nicht mehr nur die Kuh vom Eis holt – sondern aktiv zum Erfolg des Produktionsprozesses beiträgt.




